
The joint is an important link in the production process of conveyor belts, and we provide various joint methods to meet the needs of customers in different usage scenarios. Choosing a suitable joint for the belt material can improve the efficiency and lifespan of the conveyor belt during operation.
Joint style | Physical picture | Sketch Map | describe | Bull nose connector | 
| 
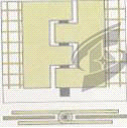
| This joint is made by mixing Kevlar fiber and fiberglass, and then sewing it, which is an excellent joint method. | Wall style joint | 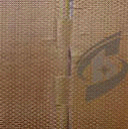
| 
| This joint adopts hot melt and sewing or only hot melt method. The shape can be square or rectangular, and it is completed by threading the plug. The base material of the joint is made of Kevlar fiber. | Crocodile style connector | 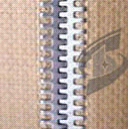
| 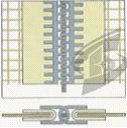
| This joint is a bending resistant mechanical joint, nailed to both ends of a reinforced belt, made of stainless steel, medium carbon steel, or manganese alloy. | Covered joint | 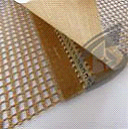
| 
| This joint is covered with a layer of Teflon cloth on top of a metal joint, resulting in a continuous anti adhesive surface that can be applied to all Teflon conveyor belts. | Overlapping joint | 
| 
| This joint is polished at the belt joint, and the two ends are overlapped and heat fused at the top and bottom, with an overlap size of 25mm or 30mm, so the thickness will increase. The joint can be made at 90 degrees, 60 degrees, 40 degrees, etc. | Docking connector | 
| 
| This joint can be welded by hot melt or re sewing, and the joint can be made at 90 degrees, 45 degrees, 65 degrees, etc. This method can achieve a smooth surface. | Finger joint | 
| 
| This joint adopts advanced special hot melt technology to ensure a very smooth surface. |
|



